Leonardo DRS is the industry leader for cooled and uncooled infrared sensors.
For over 50 years, we have built our products from the ground up with state-of-the-art Focal Plane Arrays and detectors manufactured in our Dallas, Texas facility.
Pioneers in both cooled and uncooled camera core technology for the defense and commercial markets, our infrared sensors boast superior image quality and reliability and are available in a variety of resolutions, pixel pitches, spectral response, and packaging options.
Ranging from ruggedized, low-cost applications to the most demanding performance requirements, Leonardo DRS sensors are exceptionally well suited for the most demanding environments and applications.
Infrared Sensor Specifications at a Glance
| Cooled / Uncooled | Cooled | Uncooled |
| MWIR / LWIR | MWIR | LWIR |
| Applications | Long-range imaging; Border surveillance; UAS / Counter-UAS; Air/Ground/Sea ISR; Targeting | Weapon sights, Goggles, Target acquisition, Combat vehicles, Missile seekers, Space |
| Resolution | 1280 x 960 | 640 x 512 1280 x 1024 |
| Pixel Pitch | 6 µm | 10 µm |
| NETD / Thermal Sensitivity | 27mK typical | <20mK (640) <30mK (1280) |
| Operability | >99.0% | >98.0% |
| NUC | Multiple factory quadradic NUC without OLA available | 1-point w/ shutter or through lens |
| Integrated Shutter | N/A | Yes |
| Power Consumption | 7 Watts typical (cooler during cooldown) | 1.2 W nominal (640) |
| Operating Temperature | -40°C to +71°C | -40°C to +70°C |
| Frame Rate | 30/60 Hz (full) 90/120 Hz (window) | 60 Hz (640) 30 Hz (1280) |
| Detector Material | HgCdTe | VOx |
| Spectral Response | 3.4 – 4.8 µm | 8 – 14 µm |
| Size (H x D x L) | 4.6 x 6.1 x 6.8 cm | Starting at 27 x 32 x 35mm |
| Weight | 270 g | Starting at 28 g |
Sensor Manufacturing and Laboratory Capabilities
The Dallas, Texas facility designs and produces infrared sensors and sub-systems that support aviation, ground vehicle, soldier and commercial markets. These sensors include both Vanadium Oxide (VOx)-based uncooled bolometers and Mercury Cadmium Telluride (MCT)-based cooled photon detectors.
Core sensor competencies beyond these Focal Plane Arrays (FPA) include long-life cryogenic coolers, vacuum Dewars, as well as Read-Out Integrated Circuit (ROIC) and electronics design. The Dallas site comprises 197,000 sq ft of fully facilitized space across four buildings. This vertically integrated facility supports FPA material growth and fabrication, Integrated Dewar/Cooler Assembly and Integration, Engineering, Management, Manufacturing and Support Functions.
Leonardo DRS in Dallas operates two separate FPA manufacturing facilities. The first is a low-volume manufacturing facility (known as Focal Plane Array Development, or FPAD); the second is a large-volume wafer manufacturing facility (known as Focal Plane Array Manufacturing, or FPAM). It consists of a Class 100 clean room and supports a demonstrated yielded production output of more than 300 cooled sensors and 10,000 uncooled detector units/month. Combined they represent 16,000 sq ftof Class 100 clean rooms.
The Dallas location also maintains 7,000 sq ftof Class 100 and 20,000 sq ftof Class 100K clean rooms for the assembly and integration of cooled vacuum Dewars, cryogenic Coolers, and uncooled packages.
The Dallas facility is a major supplier of 2nd and 3rd generation MCT focal plane arrays, uncooled microbolometer products, cryogenic coolers, integrated Dewar assemblies for tactical applications and several higher-level sub-system assemblies such as threat warning and targeting sensors. Leonardo DRS Dallas has as a broad customer base of U.S. Government and DoD prime contracts in research, development, production, and sustaining phases of maturity.

Leonardo DRS Lab: The core mission of the Leonardo DRS Lab is to drive early-stage research in materials, FPAs, and camera technologies. It plays a vital role in Leonardo DRS’ advanced sensor innovation pipeline, focusing on prototype development and early-stage R&D. The Lab team works closely with both government and industry partners to accelerate technology development on fast-paced programs with evolving technical requirements and deliverables. Leonardo DRS Lab programs emphasize early-stage prototyping and innovation, tailored for swift iteration and evolving goals. Highly technical teams operate in a dynamic environment and across disciplines to perform strategic, early-stage R&D as well as ensuring manufacturability and meeting performance targets.
Our Innovation
Leonardo DRS has been a trailblazer in infrared research and development and the Dallas, Texas facility is home to some of the pioneers of infrared imaging that began in the 1960s as part of Texas Instruments’ Defense Systems and Electronics Group (DSEG).
Our foundation in military electro-optic solutions include 1st Generation (1st Gen) Common Module, 2nd Gen, and now 3rd Gen Forward Looking Infrared (FLIR) nodes as well as the various generations of thermal weapons sights, night vision googles and Driver’s Vision Enhancers.


Old Number One
Birth of the first FLIR or “Old Number One” as it would later become known. After a successful aerial demonstration over the Vietnam battlefield in 1965, Old Number One went into production the following year.
US Patent
In 2010, awarded US Patent #7,622,717: Advanced Absorber Microbolometer Superstructure. This revolutionary design would mark the beginning of DRS’ focus on supporting the commercial infrared market.
Innovation Award
2018 marked industry-firsts in both cooled and uncooled sensors. The HexaBlu® high-definition cooled camera launched with the industry’s first 6µm pixel pitch; and the Tenum® 640 uncooled camera core with a 10µm pixel pitch sensor.
Timeline of Innovation
| 1963 | |
|---|---|
| The Defense and Electronics Group of Texas Instruments, Inc. began research on infrared technology in its ‘SC Building’, which is still in use today. | |
|
|
|
| 1965 | |
| The birth of the first Forward Looking Infrared (FLIR), or “Old Number One”, as it would come to be known. After a successful aerial demonstration atop the Vietnam battlefield in 1965, Old Number One went into production the following year. | |
| 1970 | |
|---|---|
| Research funding received for the development of cooled detectors that would lead to production of fully operational Mercury Cadmium Telluride (MCT) Focal Plane Arrays (FPAs). | |
|
|
|
| 1972 | |
| The concept of the Common Module FLIR was first developed. The design was the first of its kind to significantly reduce cost and allow for reuse of common components. | |
|
|
|
| 1975 | |
| US Patent #3,899,119 is issued for the first MCT based Common Module FLIR using photo conductors and industry standard cryogenic coolers. | |
| 1981 | |
|---|---|
| The US Workshop on the Physics and Chemistry of MCT (now expanded to “II-VI Materials) was founded with its inaugural event held in Minneapolis, MN. Still thriving today, the II-VI Workshop is a highly influential open forum for MCT theory and improvement. | |
|
|
|
| 1984 | |
| The US Army initiated the Army Helicopter Improvement Program (AHIP), to include the Mast Mounted Sight (MMS). | |
|
|
|
| 1985 | |
| Breakthrough research was initiated on the growth of MCT material employing Liquid Phase Epitaxy (LPR) on Cadmium Zinc Telluride (CZT) alloy. | |
|
|
|
| 1989 | |
| The advanced Anti-Tank Weapon System-Medium (AAWS-M) development contract awarded laid the ground work for the US Army’s Javelin man-portable missile. Full scale production would begin in 1991. | |
| 1994 | |
|---|---|
| ‘Two-Color’, a major advancement in infrared sensor development, and integrated focal plane array (FPA), capable of sensing both long-wave and mid-wave was first demonstrated on 64 x 64 resolution detector. | |
|
|
|
| 1995 | |
| Delivery of the first specification compliant Standard Advanced Dewar Assembly (SADA II) 480 x 5 DDCs to Horizontal Technology Integration (HTI) Risk Reduction. | |
|
|
|
| 1997 | |
| First 51µm pitch detector introduced with a resolution of 320 x 240. | |
|
|
|
| 1998 | |
| After Raytheon purchases the Defense Systems and Electronics Group from Texas Instruments (1997) and Hughes Aircraft from General Motors (1998), a required divestiture allowed DRS Technologies to purchase the Focal Plane Array Development (FPAD) and Focal Plane Array Manufacturing (FPAM) businesses. | |
|
|
|
| 1999 | |
| High Density Vertically Integrated Photodiode (HDVIP) dual-band focal plane arrays for missile warning applications are first demonstrated. | |
| 2000 | |
|---|---|
| The 500th MMS was delivered for integration on the Kiowa Warrior. | |
|
|
|
| 2002 | |
| DRS is awarded the Improved Bradley Acquisition Subsystem (IBAS) program featuring a second generation FLIR technology, supporting the Army’s Horizontal Technology Integration (HTI) initiative. | |
|
|
|
| 2003 | |
| The first of its kind, DRS introduced the 25µm pitch uncooled Vanadium Oxide (VOx) infrared detector to the market. | |
|
|
|
| 2004 | |
| The Driver Vision Enhancer (DVE) program was awarded by the US Army’s Communications-Electronics Command to outfit front line combat and tactical wheeled vehicles with systems that combine an uncooled infrared sensor, display and control module for critical situational awareness. | |
|
|
|
| 2007 | |
| DRS received the Thermal Weapon Sights (TWS) program award to deliver the next generation family of Thermal Weapon Sights in three variants: light, medium and heavy. Over the course of the program 70,000 TWSs were delivered to US and allied forces. | |
|
|
|
| 2009 | |
| DRS was recognized by the reputable research firm, Max Tech International, as the number one volume manufacturer of uncooled FPAs dating back tot 2006, making DRS the largest provider of uncooled detectors in the industry. | |
| 2010 | |
|---|---|
| DRS delivered its 2,000th Apache receiver. | |
| US Patent #7,622,717: Advanced Absorber Microbolometer Superstructure – a revolutionary design that would also mark the embarking of DRS’ Commercial Infrared Systems business. | |
| Completed US Army qualification, leading to mass production of the soon to be industry standard 17µm uncooled detectors. | |
|
|
|
| 2011 | |
| DRS Commercial Infrared Systems business introduced its revolutionary Tamarisk® family of miniature thermal camera cores to Original Equipment Manufacturer (OEM) customers. | |
|
|
|
| 2012 | |
| DRS launched its compact Zafiro® cooled family of infrared camera modules for high performance OEM products. | |
| The Navy awards the Improved Night/Day Observation Device (INOD) program to DRS to develop a long-range clip-on thermal sight. | |
|
|
|
| 2013 | |
| DRS awarded the contract for Engineering and Manufacturing Development (EMD) of the Army’s Joint Effects Targeting System (JETS), the next-generation precision Target Location and Designation System (TLDS). | |
|
|
|
| 2014 | |
| The Army Contracting Office at Aberdeen Proving Ground announced the award for the Enhanced Night Vision Goggle III (ENGV III) and its associated Family of Weapon Sights – Individual (FWS-I). | |
|
|
|
| 2016 | |
| The US Army completed qualifications of DRS’ IBAS Block 2 target acquisition system complete with high-definition day color camera, IR sensor and laser rangefinder. | |
| DRS awarded one of two 3GEN Forward Looking Infrared Dewar Cooler Bench Engineering and Manufacturing Development contracts. | |
|
|
|
| 2017 | |
| DRS awarded LIMWS sensor as part of Quick Reaction Capability by uS Army (followed by four production lots) | |
|
|
|
| 2018 | |
| DRS launches the HexaBlu® HD cooled camera module with the industry leading 6-micron pixel pitch and the DRS long life micro-cooler. | |
| DRS sensors line of business introduces the Tenum®640 thermal camera core with the industry’s first 10-micron pitch sensors for Original Equipment Manufacturer (OEM) customers. | |
|
|
|
| 2019 | |
| Distributed Aperture Infrared Countermeasure DAIRCM, the world’s first completely integrated, light weight, cutting-edge threat warning (missile, laser, hostile fire) and defeat capability was deployed for first time in theater after successful completion of a Joint Urgent Operation Need (JUON) Project which commenced in 2016 under a sole source award. | |
| Linear Mode Photon Counting (LMPC) demonstrates single photon sensitivity – best in world performance. | |
| 2020 | |
|---|---|
| DRS awarded sole source DAIRCM EMD contract for full system enfacement and aircraft integration | |
|
|
|
| 2021 | |
| DRS acquires Ascendent Engineering Solutions (AES) based in Austin, TX and EOIS integrated Small-UAS Tactical Agile Gimbal (STAG) product line. | |
|
|
|
| 2022 | |
| DRS awarded sole source 3GEN Forward Looking Infrared Dewar Cooler Bench Low-rate initial Production award. | |
|
|
|
| 2023 | |
| DRS awarded the Herschel award by the Military Sensing Symposium for its development of the 3GEN Focal Plane Arrays (2-color MWIR/LWIR Definition). | |
| DRS delivers first STAG5-SLD (Laser Target Designator) gimbal for airborne UAV based JTAC (Joint Terminal Attack Controller) application, to the UK MoD to support call for fire operations from UAVs. | |
|
|
|
| 2024 | |
| DRS awarded its 2nd consecutive Herschel Award by the Military Sensing Symposium for its revolutionary IR Sensor work in Avalanche Photo Diodes. | |
| 2000th LIMWS missile warning sensor delivered to US Army and selected as Supplier of the Year. | |
| Final GOES weather satellite launched. Collaboration between DRS Cypress, CA and Dallas, TX. Dallas produces 9 of the 16 FPAs shown, 1.38µm through 10.31µm. DRS awarded GXI weather satellite program by NASA to replace earlier generation GOES satellites. | |
| DRS demonstrates the next generation of uncooled technology in high-definition format including continuous bias, high-resistance bolometers, and a low-power ASIC. | |
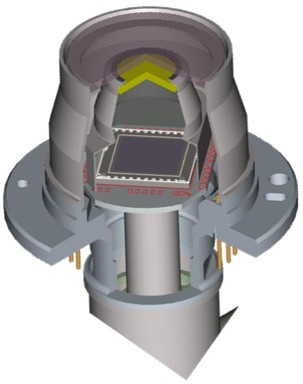
What is an FPA?
A Focal Plane Array (FPA) is a collection of thousands of individual diodes (array) situated at the focal plane of an optical system, that detect infrared energy. The infrared energy given off by a target is optically focused on the plane of this array of diodes (hence, the name). It is used in infrared cameras to detect photons and convert them into an electrical signal which can then be processed to form an image.
An FPA works by capturing photons falling on its detector elements. Key elements of its operation include:
 Photon Detection: Photons from a scene are focused onto the FPA by the optical system. FPAs require collimating optics to focus the incoming energy on the plane of the detector.
Photon Detection: Photons from a scene are focused onto the FPA by the optical system. FPAs require collimating optics to focus the incoming energy on the plane of the detector.- Photoelectric Effect: Once focused on the array of diodes, the FPA becomes a photon counter.Each detector element (pixel) within the FPA absorbs these photons, causing the photoelectric effect, where photons are converted into electrons. For every photon of incident energy, the diode registers a discrete current change
- Signal Generation: The number of electrons produced is proportional to the intensity of the incident light. These electrons are collected and generate a voltage or current signal.
- Signal Processing: The signal is then read out from each pixel, processed, and converted into a digital form to create an image. This typically involves amplification, noise reduction, and digitization.
FPAs are typically constructed using semiconductor materials such as Mercury Cadmium Telluride (MCT) or Indium Antimonide (InSb), known for their sensitivity to infrared energy. The basic components include:
- Detector Material: Semiconductor materials that are sensitive to the particular wavelength of interest.
- Readout Integrated Circuit (ROIC): This is bonded to the detector array and is responsible for reading and processing the signals from each pixel.
- Interconnects: Bonding techniques connect the detector array to the ROIC.
- Packaging: The FPA is housed in a protective package that ensures proper thermal and mechanical stability. Because all objects radiate infrared energy, the target/scene energy must be isolated from the thermal noise associated with the packaging itself. For the detector material to begin registering usable photon information, it must be cryogenically cooled with a cooler. A Sterling cycle cryogenic cooler operates with AC power being used to alternate the polarity of the coil/pistons inside the compressor. When the coil polarity matches the magnet core polarity, the piston is forced away from the compressor center. Likewise, when the polarities are opposite the coils are forced to the center, increasing pressure. By alternating high and low pressure pulses the temperature heat removal occurs. A vacuum Dewar is used to accommodate the low operating temperature by insulating the FPA from the surrounding environment. Thermal “noise” is significantly reduced by use of coldshielding and absorptive coatings. The evacuated Dewar must operate at cryogenic temperatures. Otherwise, the water vapor present in air would form ice in the Dewar and obscure the infrared energy.
- Optical Elements: Lenses or mirrors focus the incoming light onto the FPA, collimating the energy. The focal length of the optics is designed to be at the imaging plane of the FPA. The Dewar window and aperture define the f/n and spectral content.
What is the difference between Cooled and Uncooled Infrared Imaging?
There are two major classes of infrared technology: Cooled and Uncooled. Cooled sensors must operate at cryogenic temperatures whereas Uncooled detectors can operate at ambient temperatures. Cooled systems are corresponding more complex and expensive than Uncooled. And while Uncooled technology has improved dramatically, it still cannot match the performance of a Cooler detector.
Cooled infrared systems use a cryogenic cooler to reduce the temperature of the Focal Plane Array (FPA) comprised of Mercury Cadmium Telluride material. This cooling minimizes thermal noise, which allows for higher sensitivity and improved image quality. These systems typically offer superior performance in terms of resolution, detection range, and sensitivity. They are capable of detecting very small temperature differences and are ideal for long-range detection and high-precision applications such as military and aerospace.
Cooled systems are more expensive and complex due to the need for cryogenic cooling. The cooling systems add bulk and weight, and the maintenance requirements are higher compared to uncooled systems
Uncooled infrared systems operate at ambient temperatures. Instead of an FPA, the detector is a Vanadium Oxide (VOx) microbolometer that detects infrared radiation based on changes in resistance, voltage, or current as targets are heated by the incident infrared radiation. While uncooled systems have lower sensitivity and resolution compared to cooled systems, they can be very effective for mid-range and shorter-range detection. Uncooled systems are widely used in commercial, industrial, automotive, security, and military applications where size, weight, power consumption, and cost (SWaP-C) are more critical than the highest possible performance. Uncooled systems are generally less expensive, smaller, and lighter. They have fewer maintenance requirements and shorter start-up times, making them more user-friendly for a broad range of applications
What is MWIR versus LWIR?
Mid-Wave Infrared (MWIR)
MWIR typically covers wavelengths from 3 – 5 micrometers (µm). MWIR is commonly used in applications requiring high-resolution imaging and precise temperature measurement. These include surveillance, target acquisition, missile tracking, and certain industrial inspections.
Mid-Wave Infrared Advantages Include:
- Long detection ranges which can exceed 15 miles depending on the system.
- Provides better performance in environments with low to moderate humidity and temperature variations.
- Generally offers higher resolution and higher sensitivity – “seeing” very small differences in temperature in a target scene.
- Effective for imaging and detecting heat sources in a variety of atmospheric conditions. Compared to LWIR, MWIR is less affected by absorption and scattering of CO2 and water vapor in the atmosphere.
- Broad dynamic range and short integration times make MWIR well suited for tracking fast-moving targets and targets with wide temperature ranges
MWIR sensors typically require cryogenic cooling for optimal performance, making these systems more complex and expensive.
Long-Wave Infrared (LWIR)
LWIR typically covers wavelengths from 8 – 14 micrometers (µm). LWIR is widely used in thermal imaging cameras, firefighting, search and rescue, surveillance, and certain industrial applications where detecting heat patterns over a wide area is necessary.
Long-Wave Infrared Advantages Include:
- Does not require cryogenic cooling, reducing system complexity and cost
- Can see through obscurants like smoke and fog
- Less complex and easier to use for general-purpose thermal imaging
LWIR systems generally have lower resolution compared to MWIR systems and can be limited in detecting and resolving finer details at longer distances.
What advantages do Mercury Cadmium Telluride (MCT) FPAs offer?
Mercury Cadmium Telluride (MCT or HgCdTe) is one of the most versatile, effective, and proven materials for cooled infrared sensors, offering several advantages that make it ideal for various applications. One of its key benefits is its broad spectral response, from short-wave infrared (SWIR) to long-wave infrared (LWIR), or 1.0 – 14.0 µm. This wide spectral range means that MCT can be effectively used in diverse applications from military and defense to industrial inspection and environmental monitoring.
Another significant advantage of MCT is its high quantum efficiency, which enhances the sensor’s sensitivity and ability to detect even low levels of infrared radiation. This high sensitivity is complemented by the material’s tunable bandgap. By varying the composition of mercury and cadmium, the spectral response of MCT can be customized to specific applications, allowing for tailored solutions that meet precise operational requirements.
MCT sensors are also known for their fast response times, making them perfectly suited for high-speed infrared imaging where real-time processing is critical. The high signal-to-noise ratio of MCT sensors ensures clear and accurate infrared imaging, even in low-light conditions, which is critical for many advanced imaging tasks. Additionally, MCT’s temperature sensitivity makes it ideal for temperature mapping and thermal imaging applications, providing reliable and accurate temperature readings.
The material properties of MCT also allow for the development of detectors with small pixel sizes, enhancing the spatial resolution for detailed imaging. This feature is particularly beneficial in applications requiring high-resolution images. The versatility of MCT extends to its usage in a variety of fields including military, industrial, environmental, and medical imaging, owing to its adaptability and robust performance.
Furthermore, MCT sensors demonstrate a long operational lifespan, making them a cost-effective and reliable choice for long-term where replacement or maintenance may be costly or difficult. Their integration capability is another highlight, as MCT sensors can be incorporated into complex systems, providing comprehensive solutions for advanced infrared imaging technologies.
Overall, Mercury Cadmium Telluride (MCT) offers distinct advantages for cooled infrared sensors. Its broad spectral response, high quantum efficiency, tunable bandgap, and fast response time make it an ideal material for a wide range of infrared applications, ensuring clear, accurate, and reliable imaging in even the most challenging environments.
Upcoming Events
| Date | Event | Venue | Location |
|---|---|---|---|
| Aug 11 – 13, 2026 | Space and Missile Defense Symposium 2026 | Von Braun Center | Booth# 117 | Huntsville, AL |
| Sep 30 – Oct 2, 2026 | II-VI Workshop 2026 | Tampa, FL | |
| Oct 12 – 14, 2026 | AUSA Annual Meeting & Exhibition 2026 | Walter E. Washington Convention Center | Washington, D.C. |
Legacy Products
These products have been discontinued.
Request Information
Please complete the form below for more information. Fields marked with an asterisk (*) are required.
Contact
Electro-Optical & Infrared Systems
13544 North Central Expressway
Dallas, TX 75243
For any further information